

Продукция





-

Вакуумная темперирующая печь для термообработки
-

Вакуумная печь для спекания в лабораторных условиях
-

Высокотемпературная вакуумная атмосферная печь спекания
-

Наклонная вращающаяся вакуумная трубчатая печь для спекания
-

Вакуумная печь для отжига термообработки
-

Двухкамерная вакуумная печь для закалки нефти и газа
-

Вакуумная газовая закалочная печь для термообработки
-

Печь для вакуумной пайки алюминиевых радиаторов




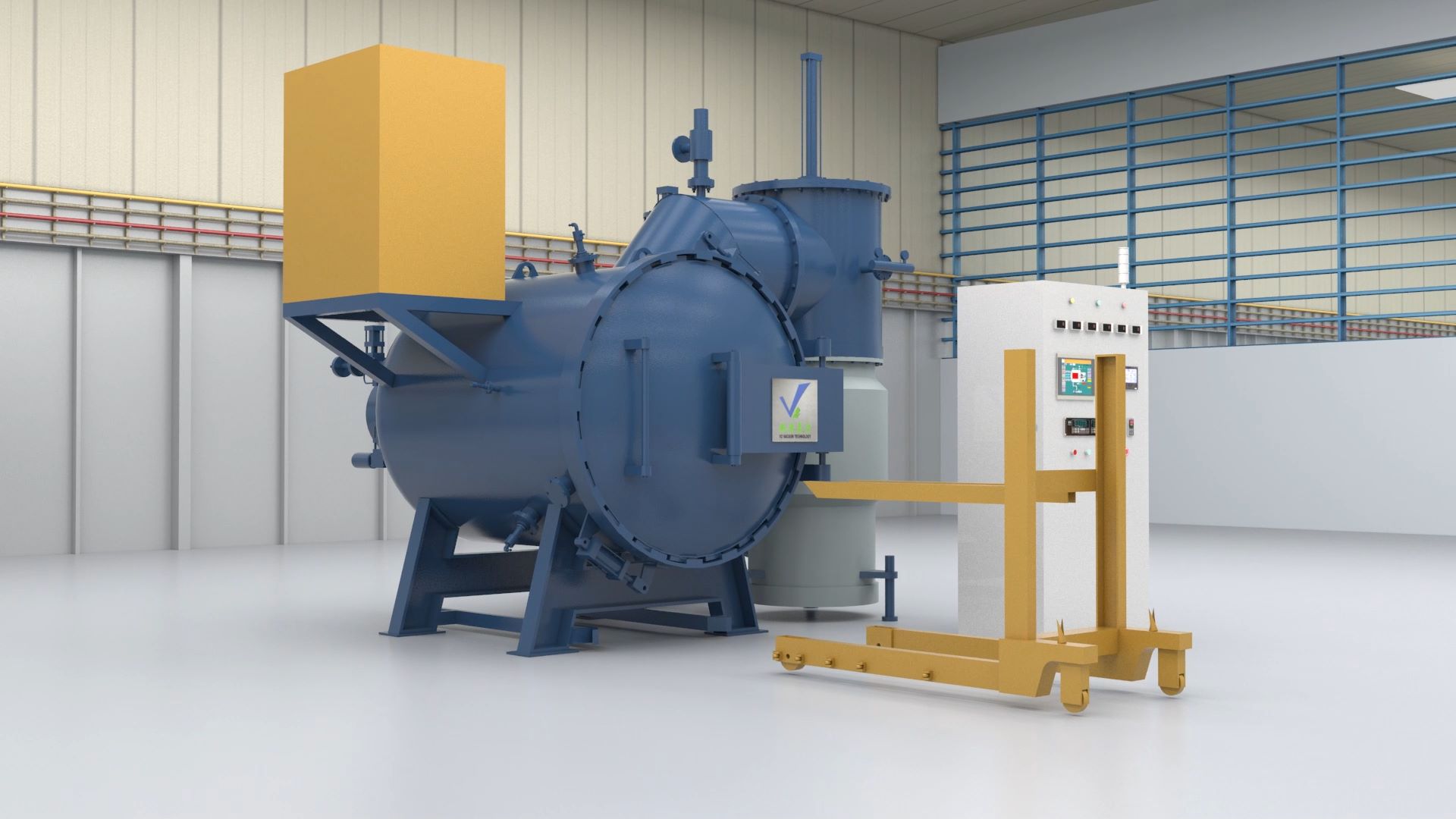
Высокотемпературная вакуумная паяльная печь для пайки медных сплавов, нержавеющей стали
Это оборудование используется для вакуумной пайки медных сплавов, нержавеющей стали, высокотемпературных сплавов, жаропрочных сплавов и т.д. Оно также подходит для вакуумной пайки тугоплавких сплавов или разнородных металлов, содержащих цирконий, ниобий и молибден. Он широко используется для пайки пластинчатых теплообменников и масляных радиаторов. Во время процесса сварки детали находятся в вакуумной или защитной атмосфере, что имеет такие преимущества, как отсутствие окисления, малая деформация, отсутствие пористости, отсутствие включений флюса, яркая поверхность, отсутствие загрязнения процесса и так далее. Одновременно может быть выполнено несколько паяных швов и несколько деталей. Сварка.SIMUWU оригинальная система управления вакуумной печью с помощью PLC управления температурой, контролируемой интеллектуальным контроллером температуры. Точный контроль и высокая степень автоматизации. Автоматическое/ручное переключение без вмешательства и аномальная функция сигнализации может быть реализована, простая и надежная работа. Полностью автоматическая операционная система SCADA, простая эксплуатация.
Описание
маркер
использовать:
Высокотемпературная вакуумная паяльная печь для пайки медных сплавов, нержавеющей стали
Спецификация
| модель | размер (mm) |
Грузоподъемность (Kg) |
Нагревательный элемент | Максимальная температура (℃) |
Однородность температуры (±℃) |
Максимальный вакуум ( Pa) |
| VTHB-335 | 300×300×450 | 100 | Graphite/Mo-La alloy | 1300 | 5 | 4×10-1 |
| VTHB-446 | 400×400×600 | 150 | ||||
| VTHB-557 | 500×500×700 | 280 | ||||
| VTHB-669 | 600×600×900 | 450 | ||||
| VTHB-8812 | 800×800×1200 | 800 | ||||
| VTHB-9918 | 900×900×1800 | 1200 | ||||
| VTHB-1115 | 1000×1000×1500 | 1500 | ||||
| VTHB-1118 | 1000×1000×1800 | 1800 | ||||
| VTHB-8830 | 800×800×3000 | 3000 |
Высокотемпературная вакуумная паяльная печь

Преимущества вакуумной паяльной печи следующие.
1. полное исключение окислительного обезуглероживания поверхности заготовки в процессе нагрева, что позволяет получить чистую поверхность без разрушающего слоя. Это только шлифовка стороны канавки инструмента (например, шлифовка спирального сверла, так что слой обезуглероживания поверхности канавки непосредственно подвергается воздействию кромки) оказывает большое влияние на производительность резки.
2. Не загрязняет окружающую среду, не требует переработки трех отходов.
3. Точность измерения температуры печи значительно повышена. Значение показаний термопары достигает 1,5℃, но разница температур между различными частями большого количества заготовок в печи велика. При использовании принудительной циркуляции тонкого газа разницу температур можно контролировать в пределах ±5.
4. высокая степень мехатроники. На основе повышения точности измерения температуры, перемещения заготовки, регулировки давления воздуха, регулировки мощности могут быть запрограммированы настройки, шаг за шагом.
5. потребление энергии значительно ниже, чем у печи с соляной ванной. Современная передовая вакуумная паяльная печь с нагревательной камерой с использованием высококачественных изоляционных материалов, изготовленных из изоляционных стен и барьеров, может быть высоко сконцентрирована в нагревательной камере, энергосберегающий эффект замечателен.
Структура высокотемпературной вакуумной паяльной печи.
1. Вакуумные печи система
1.1 Для обеспечения условий вакуума вакуумная система оснащена трехступенчатой вакуумной установкой: диффузионным насосом KT-600 (с контролем температуры), насосом Рутса ZJ-600 и механическим насосом 2X-70.
1.2 На трубопроводе передней ступени установлена точка обнаружения вакуума для определения правильности работы вакуумного насоса передней ступени.
1.3 В этой системе используется высоконадежный вакуумный пневматический рабочий клапан.
1.4 Диффузионный насос имеет функцию автоматического контроля температуры, и вход имеет холодную ловушку, которая может эффективно предотвратить насосное масло от обратного потока и миграции.

2. Корпус печи
2.1 Корпус печи представляет собой двойную структуру с водяным охлаждением, состоящую из корпуса печи, двери и соединительных деталей. Внутренние и внешние стены изготовлены из высококачественной углеродистой стали. Передняя дверь с шарнирной муфтой.
2.2 Дверь оснащена смотровым окном со статическим уплотнением для наблюдения за состоянием горячей зоны. Дверь печи открывается с помощью пневматического стопорного кольца несоосности структуры, простой в эксплуатации, безопасной и надежной.
2.3 Имеется разъем для подключения вакуумной системы, разъем для многоточечного измерения температуры, разъем для подключения термопары, разъем для подключения электродов с водяным охлаждением, разъем для заполнения и выпуска воздуха из корпуса печи. Все горячие соединения имеют водяное охлаждение или термостойкое уплотнение из фторкаучукового кольца.
Все горячие соединения герметизируются с помощью водяного охлаждения или термостойкого уплотнения фторкаучуковыми кольцами, что не влияет на герметичность в условиях высокой температуры в печи.
2.4 оболочки и структурные компоненты после сварки, должны быть в 4ка/см2 давления воды под строгим испытанием в течение 30 минут, чтобы обеспечить качество сварки, в течение длительного времени, чтобы обеспечить стабильную рабочую прямую воздушную среду, 2.5 корпус печи с канализационным устройством, чтобы убедиться, что охлаждающая водяная рубашка для долгосрочного использования гладкой.
3. нагревательная камера
3.1 Оболочка из нержавеющей стали, изоляция, изоляция, поддержка заготовок и нагревательные элементы.
3.2 Материалом нагревателя является высокотемпературная молибденовая лента или графит (температура использования 1700 градусов. В зависимости от размера рабочей зоны нагревательной камеры и требования к равномерности температуры, устанавливаются 3 зоны нагрева.
3.3 Есть 3 термопары в зоне нагрева.
3.4 Слой сохранения тепла принимает 2 слоя алюминиевого экрана + 4 слоя экрана из нержавеющей стали, печь чистая, низкое газовыделение, высокий вакуум, для того, чтобы убедиться, что камера нагрева в течение длительного времени использовать эффект сохранения тепла, алюминиевый экран изготовлен из анти-деформационной обработки.
3.5 Многоточечный температурный интерфейс установлен в корпусе печи и нагревательной камере для проверки равномерности температурной зоны.
3.6 Держатель заготовки изготовлен из графита с грузоподъемностью не менее 500 кг.
3.7 Метод охлаждения: подача воздуха вокруг сопла, возврат воздуха спереди и сзади.

связаться с нами
Сопутствующие популярные продукты
Вакуумная темперирующая печь для термообработки
Вакуумная отпускная печь подходит для закалки и отпуска процесса термообработки металлических материалов после заполнения всех видов материальных частей инертным газом или слабым восстановительным газом под вакуумом. Высокая вакуумная печь отпуска в основном используется для инструментальной стали, стали формы, высокоскоростной стали, ультра-высокопрочной стали, титанового сплава и других материалов вакуумной закалки вакуумного отпуска, обработки раствора после вакуумного отпуска, рекристаллизации отжига и цветных металлов вакуумной яркой отпуска.
Вакуумная газовая закалочная печь для термообработки
Высокое давление вакуумной печи закалки воздуха в основном используется для холодной и горячей работы формы стали, высокоскоростной стали, умирают стали, нержавеющей стали, легированной стали, титанового сплава и других материалов, вакуумной яркой закалки воздуха, также может быть использован для титанового сплава вакуумной дегидрогенизации, вакуумной пайки и так далее.
Удобное управление, ручное/автоматическое свободное переключение, может достичь полностью автоматического управления, полностью избежать человеческой ошибки в рабочем процессе.
С совершенной системой сигнализации, она может эффективно обеспечить защиту оборудования.
Давление газового тушения может быть отрегулировано в соответствии с различными материалами, что позволяет экономить средства.
Вакуумная печь для отжига термообработки
Вакуумная печь для отжига подходит для отжига и старения различных сплавов, устройств (вольфрам, молибден, ниобий, медные сплавы и т.д.), магнитных материалов, электротехнической стали, магнитных сплавов, нержавеющей стали, жаропрочных сплавов, меди и медных сплавов, сплавов для хранения водорода и активированных твердых расплавленных металлов, а также может быть использована для вакуумного спекания магнитных материалов, алмаза и восстановления материалов для хранения водорода. В системе управления используется PLC, а температура контролируется интеллектуальным терморегулятором, с точным управлением и высокой степенью автоматизации. Пользователи могут выбрать автоматическое или ручное переключение без нарушения режима работы, эта вакуумная печь имеет функцию аварийной сигнализации, проста в эксплуатации.
Печь для вакуумной пайки алюминиевых радиаторов
Вакуумная печь для пайки алюминия подходит для пайки алюминиевых изделий, таких как алюминиевые пластинчатые теплообменники, автомобильные радиаторы, автомобильные испарители кондиционеров, конденсаторы, антенны радиолокационных сетей и волноводные трубки. Он обладает такими свойствами, как отсутствие загрязнения, отсутствие флюса, пористости, шлака, экономия энергии и т.д.
Применяя режим охлаждения с внутренней циркуляцией, нагрев и охлаждение разделены, а для сохранения тепла используется цельнометаллический экран, который обеспечивает высокую степень вакуума, необходимую для пайки заготовок. Нагревательный элемент изготовлен из никель-хромового сплава, при нагреве используется многозонный температурный контроль, каждая зона может контролироваться и разбираться отдельно, что может обеспечить хорошую равномерность температуры в температурной зоне. Отражающий экран и рамка изготовлены из высококачественного материала SS304.
Двухкамерная вакуумная печь для закалки нефти и газа
Двухкамерная вакуумная печь для закалки нефти и газа воздуха в основном используется для холодной и горячей работы формы стали, высокоскоростной стали, умирают стали, нержавеющей стали, легированной стали, титанового сплава и других материалов, вакуумной яркой закалки воздуха.
Удобное управление, ручное/автоматическое свободное переключение, может достичь полностью автоматического управления, полностью избежать человеческой ошибки в рабочем процессе.
С совершенной системой сигнализации, она может эффективно обеспечить защиту оборудования.
Высокотемпературная вакуумная атмосферная печь спекания
Вакуумная атмосферная печь спекания, используемая для спекания изделий из металлического порошка, MIM-изделий, фотоэлектрических компонентов, цементированного карбида, магнитного сплава, керамики, порошковых материалов и других редких и тугоплавких металлических материалов, выполняет определенную функцию депарафинизации.
Вакуумная печь для спекания в лабораторных условиях
Вакуумная атмосферная печь, это оборудование специально разработано для термообработки материалов под защитой инертного газа, максимальная рабочая температура составляет 1650 градусов, материал полости печи изготовлен из высокочистого глиноземного волокна, на поверхность нанесено высокотемпературное глиноземное покрытие, повышающее эффективность нагрева, повышающее температуру равномерность при одновременном продлении срока службы печи.Он идеально подходит для лабораторного и мелкосерийного производства.
Наклонная вращающаяся вакуумная трубчатая печь для спекания
Высокотемпературная ротационная вакуумная трубчатая печь может достигать максимальной температуры 1600c. Особенностью этого оборудования является то, что труба печи может вращаться при спекании образцов, так что спеченные образцы порошка могут быть нагреты лучше и равномерность температуры лучше. Может быть настроен для добавления вакуума или атмосферы, и может добавить автоматический наклон и функцию уплотнения и т.д., чтобы лучше удовлетворить практические приложения клиента, является идеальным выбором для термообработки в лаборатории, научно-исследовательских учреждений.