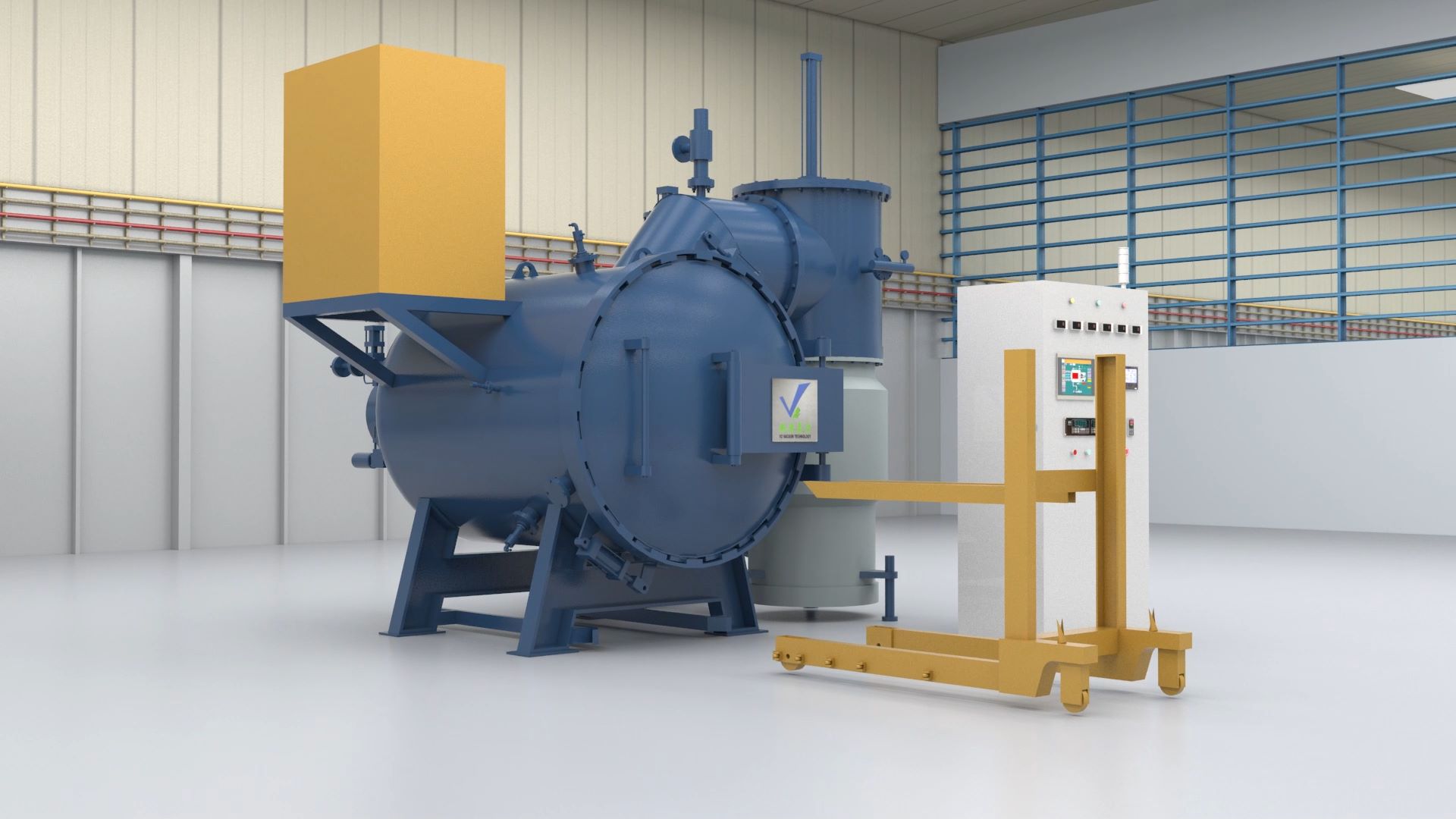

Vacuum furnaces for oil hardening: applications and unique properties
2024-07-05
Vacuum furnaces for oil hardening: applications and unique properties

Steel hardening is one of the main operations in heat treatment. Initially carried out in an aqueous solution, the nature of the quenching medium influences the properties of the final steel, optimizing the hardness, microstructure and deformation of the machined part. Depending on the type of steel and the desired result, the hardening industry has moved to oil, salt baths or (in recent years) pressurized inert gases with the advent of vacuum furnaces. In this article we will not describe the hardening mechanisms in detail. However, it will describe the capabilities of vacuum furnace quenching in vacuum furnaces compared to conventional vacuum furnaces for oil quenching and 20 bar high pressure gas quenching.
Problems of vacuum furnaces for oil hardening
As with any other hardening process, the purpose of a vacuum oil hardening furnace is to convert the austenitic phase into a martensitic structure by rapid cooling to achieve the desired hardness value. Depending on the steel grade and cooling profile, several different structures can be obtained.
When an austenitized part is immersed in oil, there are several successive cooling phases.
Vapor phase: Oil in contact with the part is lifted and mixed by conduction, resulting in moderate cooling. Boiling phase: Under the influence of thermal effects, the oil passes into the vapor phase. Absorbing the latent heat of dry evaporation results in the fastest cooling. This is the most critical phase of the tempering/hardening operation, but also the most difficult to control. The formation of a vapor envelope around the part can lead to overheating, which reduces the speed and efficiency of cooling.
Convective phase: The vapor phase disappears when the temperature becomes low and therefore insufficient. Then convection of the oil can complete the cooling to equilibrium temperature. The adequacy of these theoretical curves ensures the success of the process.
Of course, this representation is simplified. The fact is that the parts never cool evenly due to the different cross-sectional thicknesses of the parts themselves. These cooling inhomogeneities - both minor and severe - lead to martensitic transformations at different times during the quenching stage. Passing through the Ms point at different times causes the part to suddenly expand and deform during quenching. Increasing the cooling rate will increase the temperature gradients in the part, so it is recommended to adjust the rate to optimal values. Correct setting of hardening parameters allows achieving mechanical properties, reducing distortion and obtaining acceptable geometric standards. When gas hardening is used to reduce distortion by reducing the cooling rate, it is not effective for low alloy steels and lump parts because core hardness is difficult to achieve.
Advantages of vacuum hardening furnaces
Vacuum heat treatment has become increasingly common over the past 20 years. However, it is usually associated with an inert cooling gas under pressure. The vacuum oil hardening furnace is not yet widely used, but it offers interesting advantages for industry. The heating process takes place in a vacuum oven, which protects the surface due to the complete absence of oxidation or decarburization. Simple control of gas partial pressure further expands the possibilities. The partial pressure of inert gases (nitrogen, argon) limits the sublimation of alloying elements. In addition, the partial pressure of active gases allows carburization or co-infiltration of carbon and ammonia to be carried out at low pressures and high temperatures, reducing cycle times.
hardening furnace Cooling control

Since the transfer of the charge occurs after vacuum purging of the furnace under the protection of vacuum or inert gas, the surface of the part is always protected until it is completely immersed in oil. Surface protection is very similar whether it is oil or gas quenched. The main advantage compared to traditional atmospheric-vacuum hardening furnaces is the precise control of cooling parameters. In a vacuum furnace, you can change the standard quenching parameters - temperature and stirring, as well as the pressure above the quenching tank. The change in pressure above the reservoir results in a pressure difference within the oil bath, which changes the oil cooling efficiency curve determined at atmospheric pressure. In fact, the boiling zone is the stage with the fastest cooling rate. Due to thermal load, changes in oil pressure lead to changes in oil evaporation. The decrease in pressure activates the phenomenon of vaporization, thereby initiating the boiling phase. This will improve the cooling efficiency of the quench solution and increase the quenching capacity compared to atmospheric conditions. However, the large amount of steam generated can lead to shell phenomena and potential deformation. Increased oil pressure prevents the formation of vapors and slows down their evaporation. The shell adheres to the part and cools more evenly, but less intensely. As a result, vacuum oil quenching furnaces have a more uniform structure and less deformation. The combination of oil pressure control with its initial cooling characteristics, temperature and agitation mode selection gives the user the added benefit of optimized quenching conditions and improves his ability to find the right compromise between speed and uniformity and therefore between hardness and deformation. The high efficiency of oil cooling provides a level of assurance and safety compared to high pressure gas quenching typically used in vacuum or low pressure furnaces, especially for large cross section parts or parts made from low hardenability steels. For these purposes, vacuum is no longer an obstacle for vacuum oil hardening furnaces. Experience has shown that precise control of quenching conditions, including adjustment of oil pressure, can result in distortion when gas quenching higher density batches and mixed batches with tooling and baskets.
Vacuum hardening furnace Low cost of maintenance and consumables

The complete absence of oxygen during the hardening process not only protects the part, but also prevents oil oxidation. Even in a controlled atmosphere, quenching does not burn the oil as with conventional quenching. Therefore, oil aging is limited by thermal cycling. The oil's properties, most notably its cooling efficiency and viscosity, remain extremely stable over time, increasing reproducibility and reducing the need for monitoring. The oil vapor generated during the hardening process condenses on the inner walls of the furnace chamber in a water-cooled condenser designed for this purpose. This way the oil will be directly reused. Renewal is required only occasionally and partially, simply to supplement the expense associated with holding parts during unloading. Small amounts of impurities in the oil are formed only under load and therefore do not require constant filtration. This avoids the risk of clogging and exhaustion of the oil filter. Neutral gas consumption is also limited to that required to fill the quench tank at near atmospheric pressure. This consumption is reduced by 10-15 times compared to the optimal solution - high-pressure gas quenching and equivalent loads. There is no longer a need to use expensive gases or mixtures to ensure quality hardening.