

Products





-

High Temperature Vacuum Atmospheric Sintering Furnace
-

Vacuum furnace for laboratory sintering
-

Double Chamber Vacuum Furnace for Oil and Gas Quenching
-

Vacuum Tempering Furnace for Heat Treatment
-

Vacuum Gas Quenching Furnace for Heat Treatment
-

Vacuum Annealing Furnace Heat Treatment
-

Furnace for vacuum soldering of aluminum radiators
-

Inclined Rotating Vacuum Tube Sintering Furnace




{kind=link}
{kind=link}
{kind=link}
{kind=link}
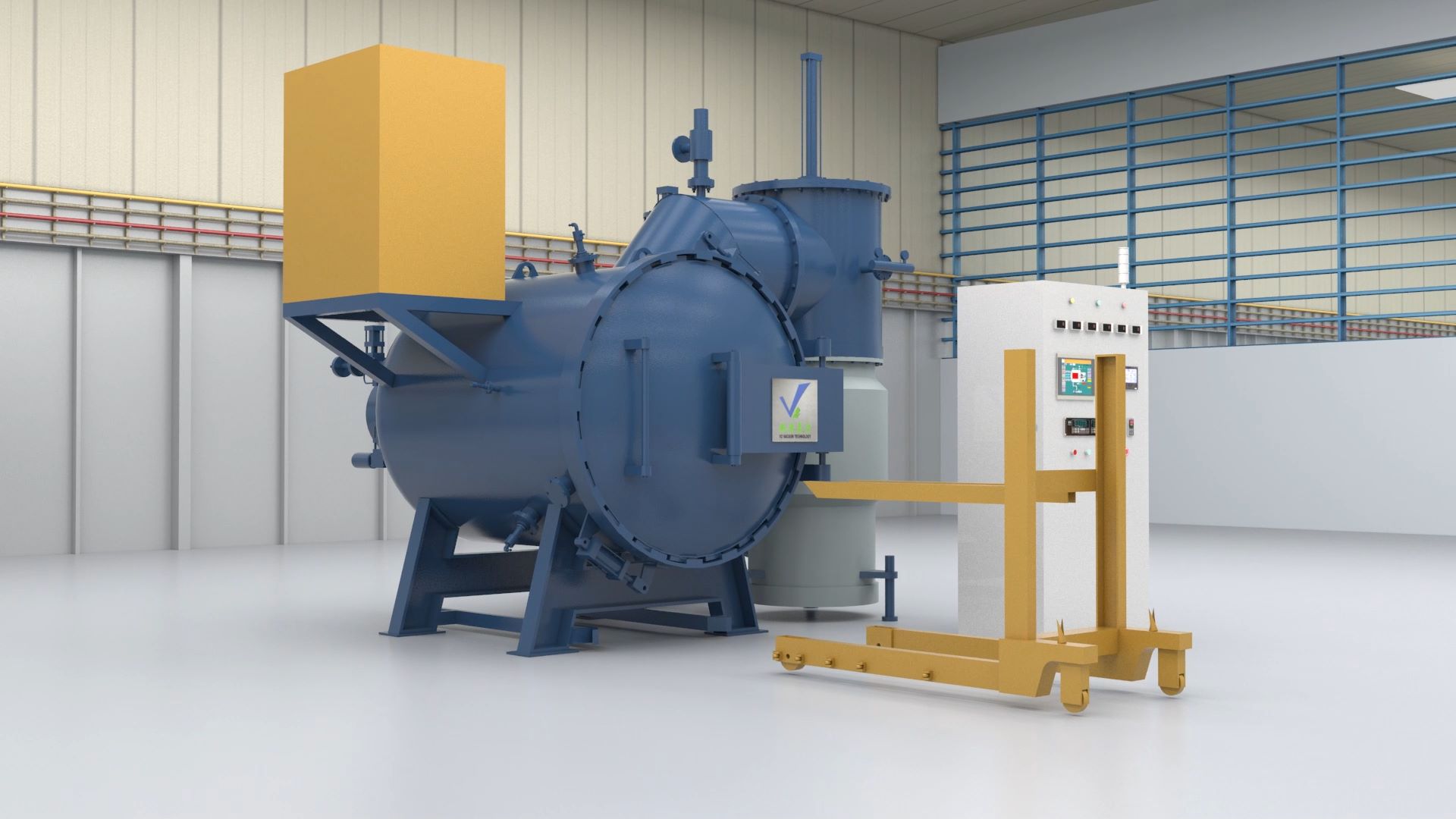
High Temperature Vacuum Soldering Furnace for Brazing Copper Alloys, Stainless Steel
This equipment is used for vacuum brazing of copper alloys, stainless steel, high temperature alloys, high temperature alloys, etc. It is also suitable for vacuum brazing of refractory alloys or dissimilar metals containing zirconium, niobium and molybdenum. It is widely used for soldering plate heat exchangers and oil coolers. During the welding process, the parts are in a vacuum or protective atmosphere, which has the advantages of no oxidation, small deformation, no porosity, no flux inclusions, bright surface, no process pollution and so on. Several soldered seams and several parts can be made at the same time. Welding.SIMUWU original vacuum furnace control system using PLC temperature control controlled by intelligent temperature controller. Precise control and high degree of automation. Automatic/manual switching without intervention and abnormal alarm function can be realized, simple and reliable operation. Fully automatic SCADA operating system, easy operation.
Description
marker
use:
High Temperature Vacuum Soldering Furnace for Brazing Copper Alloys, Stainless Steel
Specification
| model | size (mm) | Load capacity (Kg) | Heating element | Maximum temperature (℃) | Temperature Uniformity (±℃) | Maximum vacuum (Pa) |
| VTHB-335 | 300×300×450 | 100 | Graphite/Mo-La alloy | 1300 | 5 | 4×10-1 |
| VTHB-446 | 400×400×600 | 150 | ||||
| VTHB-557 | 500×500×700 | 280 | ||||
| VTHB-669 | 600×600×900 | 450 | ||||
| VTHB-8812 | 800×800×1200 | 800 | ||||
| VTHB-9918 | 900×900×1800 | 1200 | ||||
| VTHB-1115 | 1000×1000×1500 | 1500 | ||||
| VTHB-1118 | 1000×1000×1800 | 1800 | ||||
| VTHB-8830 | 800×800×3000 | 3000 |
High Temperature Vacuum Soldering Oven

The advantages of a vacuum soldering oven are as follows.
1. complete elimination of oxidative decarburization of the workpiece surface during the heating process, which allows you to obtain a clean surface without a destructive layer. It is only the grinding of the tool flute side (such as the grinding of a twist drill, so that the decarburization layer of the flute surface is directly exposed to the edge) has a great influence on the cutting performance.
2. Does not pollute the environment, does not require recycling of three wastes.
3. The accuracy of furnace temperature measurement is greatly improved. The thermocouple reading value reaches 1.5℃, but the temperature difference between different parts of a large number of workpieces in the furnace is large. When using forced circulation of thin gas, the temperature difference can be controlled within ±5.
4. high degree of mechatronics. Based on improving the accuracy of temperature measurement, workpiece movement, air pressure adjustment, power adjustment, settings can be programmed step by step.
5. Energy consumption is significantly lower than that of a salt bath oven. Modern advanced vacuum soldering furnace with heating chamber, using high-quality insulation materials made of insulation walls and barriers, can be highly concentrated in the heating chamber, the energy-saving effect is remarkable.
Structure of high temperature vacuum soldering furnace.
1. Vacuum oven system
1.1 To ensure vacuum conditions, the vacuum system is equipped with a three-stage vacuum unit: KT-600 diffusion pump (with temperature control), ZJ-600 Roots pump and 2X-70 mechanical pump.
1.2 A vacuum detection point is installed on the front stage piping to determine whether the front stage vacuum pump is operating correctly.
1.3 This system uses a highly reliable vacuum pneumatic operating valve.
1.4 The diffusion pump has automatic temperature control function, and the inlet has a cold trap, which can effectively prevent pump oil from backflow and migration.

2. Furnace body
2.1 The furnace body is a water-cooled double structure, consisting of the furnace body, door and connecting parts. The internal and external walls are made of high quality carbon steel. Front door with hinged coupling.
2.2 The door is equipped with an inspection window with a static seal to monitor the status of the hot zone. The oven door is opened by pneumatic lock ring misalignment structure, easy to operate, safe and reliable.
2.3 There is a connector for connecting a vacuum system, a connector for multi-point temperature measurement, a connector for connecting a thermocouple, a connector for connecting water-cooled electrodes, a connector for filling and releasing air from the furnace body. All hot connections are water cooled or have a heat resistant fluoroelastomer ring seal.
All hot connections are sealed by water cooling or heat-resistant fluorine rubber ring sealing, which will not affect sealing under high oven temperature conditions.
2.4 shell and structural components after welding, must be in 4ka/cm2 water pressure under strict testing for 30 minutes to ensure welding quality, for a long time to ensure a stable working direct air environment, 2.5 furnace body with sewage device to Make sure the cooling water jacket is smooth for long-term use.
3. heating chamber
3.1 Stainless steel shell, insulation, insulation, workpiece support and heating elements.
3.2 The heater material is high-temperature molybdenum tape or graphite (use temperature 1700 degrees. Depending on the size of the working area of the heating chamber and the requirement for temperature uniformity, 3 heating zones are set.
3.3 There are 3 thermocouples in the heating zone.
3.4 Heat preservation layer adopts 2 layers of aluminum screen + 4 layers of stainless steel screen, the oven is clean, low gas generation, high vacuum, in order to ensure that the heating chamber for a long time use the heat preservation effect, the aluminum screen is made of anti- deformation processing.
3.5 Multi-point temperature interface is installed in the furnace body and heating chamber to check the uniformity of the temperature zone.
3.6 The workpiece holder is made of graphite with a load capacity of at least 500 kg.
3.7 Cooling method: air supply around the nozzle, air return from front and rear.

contact us
Related Popular Products
Inclined Rotating Vacuum Tube Sintering Furnace
The high temperature rotary vacuum tube furnace can reach a maximum temperature of 1600c. The feature of this equipment is that the furnace tube can rotate when sintering samples, so that the sintered powder samples can be heated better and the temperature uniformity is better. Can be configured to add vacuum or atmosphere, and can add automatic tilting and compaction function, etc., to better meet customer's practical applications, is an ideal choice for heat treatment in laboratory, research institutions.
Vacuum Tempering Furnace for Heat Treatment
Vacuum tempering furnace is suitable for quenching and tempering the heat treatment process of metal materials after filling all kinds of material parts with inert gas or weak reducing gas under vacuum. High vacuum tempering furnace is mainly used for tool steel, mold steel, high-speed steel, ultra-high-strength steel, titanium alloy and other materials vacuum hardening vacuum tempering, solution processing after vacuum tempering, recrystallization annealing and non-ferrous metals vacuum bright tempering.
Double Chamber Vacuum Furnace for Oil and Gas Quenching
Double chamber vacuum oil and air gas quenching furnace is mainly used for cold and hot work of mold steel, high-speed steel, die steel, stainless steel, alloy steel, titanium alloy and other materials, vacuum bright air quenching.
Convenient operation, manual/automatic free switching, can achieve fully automatic control, completely avoid human error in the working process.
With a perfect alarm system, it can effectively ensure the protection of equipment.
High Temperature Vacuum Atmospheric Sintering Furnace
Vacuum atmospheric sintering furnace, used for sintering metal powder products, MIM products, photovoltaic components, cemented carbide, magnetic alloy, ceramics, powder materials and other rare and refractory metal materials, has a certain dewaxing function.
Vacuum furnace for laboratory sintering
Vacuum atmospheric furnace, this equipment is specially designed for heat treatment of materials under the protection of inert gas, the maximum operating temperature is 1650 degrees, the furnace cavity material is made of high-purity alumina fiber, the surface is coated with high-temperature alumina coating, improving heating efficiency, increasing temperature uniformity while extending the service life furnace service. It is ideal for laboratory and small-scale production.
Vacuum Annealing Furnace Heat Treatment
Vacuum annealing furnace is suitable for annealing and aging of various alloys, devices (tungsten, molybdenum, niobium, copper alloys, etc.), magnetic materials, electrical steel, magnetic alloys, stainless steel, high-temperature alloys, copper and copper alloys, alloys for storing hydrogen and activated solid molten metals, and can also be used for vacuum sintering magnetic materials, diamond and recovery materials for hydrogen storage. The control system uses PLC, and the temperature is controlled by intelligent thermostat, with precise control and high degree of automation. Users can choose automatic or manual switching without disturbing the operating mode, this vacuum furnace has an alarm function, easy to operate.
Furnace for vacuum soldering of aluminum radiators
The vacuum aluminum brazing furnace is suitable for brazing aluminum products such as aluminum plate heat exchangers, automobile radiators, automobile air conditioner evaporators, capacitors, radar network antennas and waveguide tubes. It has properties such as no pollution, no flux, no porosity, no slag, energy saving, etc.
Adopting internal circulation cooling mode, heating and cooling are separated, and the all-metal screen is used to preserve heat, which ensures the high degree of vacuum required for soldering workpieces. The heating element is made of nickel-chromium alloy, heating uses multi-zone temperature control, each zone can be controlled and disassembled separately, which can ensure good temperature uniformity in the temperature zone. The reflective screen and frame are made of high quality SS304 material.
Vacuum Gas Quenching Furnace for Heat Treatment
High pressure vacuum air quenching furnace is mainly used for cold and hot work of mold steel, high-speed steel, die steel, stainless steel, alloy steel, titanium alloy and other materials, vacuum bright air quenching, can also be used for titanium alloy vacuum dehydrogenation, vacuum soldering and so on.
Convenient operation, manual/automatic free switching, can achieve fully automatic control, completely avoid human error in the working process.
With a perfect alarm system, it can effectively ensure the protection of equipment.
The gas extinguishing pressure can be adjusted to suit different materials, saving costs.